




| 有效期至长期有效 | 最后更新2012-08-24 15:47 |
| 浏览次数78 |
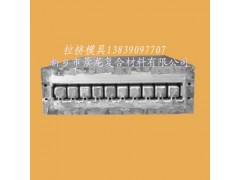
玻璃钢型材模具
成型模具 成型模具横截面面积与产品横截面面积之比一般应大于或等于10,以保证模具有足够的强度和刚度,加热后热量分布均匀和稳定。拉挤模具长度是根据成型过程中牵引速度和树脂凝胶固化速度决定,以保证制品拉出时达到脱模固化程度。一般采用钢镀铬或淬火处理,模腔表面要求光洁,耐磨,借以减少拉挤成型是的摩擦阻力和提高模具的使用寿命。
我厂拥有车床、铣床、平面磨床、内圆磨床、深孔珩磨机、加工中心、大型平面抛光机、数控深孔钻床、超声波抛光机、电解抛光机、电镀整流器数台,各道工序就可以在本厂完工,所以加工周期短,交货及时,用户至上,是我厂的一贯原则。拉挤模具材质根据使用寿命采用三种材料,经过锻造、 粗加工 、热处理调质 、精加工 、再热处理、 时效 、超精加工、 超声波抛光 、人工研磨 。达到模具不变形、型腔表面粗糙度ra0.1、表面洛氏硬度56-62、直线度0.03。









