| 有效期至长期有效 | 最后更新2020-04-27 10:41 |
| 浏览次数0 |
南通模具设计|专业注塑模具设计公司(工作室)
昆山中正通是一家经工商注册,拥有专业设计开发团队,专职工程师为您保证质量、纳期以及提供后续服务的专业塑胶(注塑)模具设计工作室。

『塑料模具设计简述』
我们公司主要从事精密注塑模具设计(包括出口模具),模具设计标准包括德国HASCO标准、美国DME标准、日本MISUMI/PUNCH标准等。
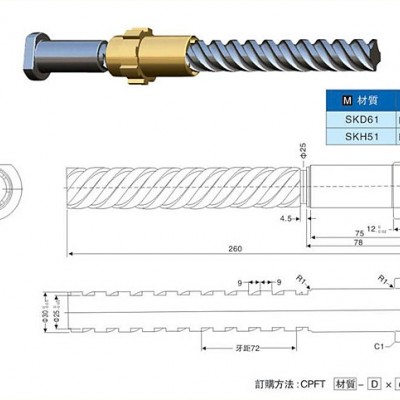
掌握技术:双色模,螺纹产品模具,弧形抽芯,旋转抽芯...!
使用模具设计软件进行模具的2D/3D设计,能为客户提供详细正规图档,为客户解决在模具制造过程中遇到的难题。
模具设计以科学化、系统化之设计步骤,可以减少试模次数及成本,大幅缩短模具开发时程,并有效掌控模具开发进度。
设计内容(根据不同客户按需制作):
①塑料模具检讨DFM报告 ②塑料模具2D组立图 ③塑料模具2D零件图标注 ④3D结构拆模 ⑤模具物料清单
『专业设计行业范围』
手机通讯产品, 数码电子产品,汽车零件产品,打印机周边产品,生活日用品等产品模具设计。
关键词:南通模具设计 南通塑料模具 南通注塑模具 南通模具设计公司 南通模具设计工作室
感谢您的支持!期待与您的合作!
网站地址:
www.moldds.com
www.okkoo.net
模具资料分享:
注塑加工注塑制品开裂的原因分析
注塑产品的开裂,包括工件表面上的细丝裂缝,微裂纹,变白,开裂,以及由于部件粘连,流路粘连或创伤性破坏,分裂和开裂造成的损坏破解时间。主要有以下几个原因:
1.处理:
(1)如果加工压力过大,速度过快,填充越多,注射和保温时间过长,内应力就会过大而开裂。
(2)调整开模速度和压力,防止工件快速拉伸造成的脱模开裂。
(3)适当提高模具温度,使零件易脱模,适当降低材料温度,防止分解。
(4)防止由于塑性降解引起的塑性降低引起的焊缝劣化引起的开裂。
(5)适当使用脱模剂,应注意消除附着在模具表面的气溶胶等物质。
(6)通过在成型后立即进行退火热处理来消除内应力,可以减少工件的残余应力,从而减少裂纹的产生。
2.模具方面:
(1)平衡应平衡。例如,如果顶针的数量和横截面积足够,则拔模角应该足够,并且空腔表面应该足够光滑以防止由于外力引起的残余应力集中的开裂。
(2)工件的结构不应太薄,过渡部分应尽可能采用弧形过渡,以避免尖角和倒角引起的应力集中。
(3)尽量减少金属嵌件的使用,以防止内部应力因插件与零件之间的收缩差异而增加。
(4)应为深底部件提供适当的剥离进气通道,以防止真空负压。
(5)主通道大到足以在将来固化时释放浇口材料,因此易于脱模。
(6)主通道衬套和喷嘴接头应防止冷却材料被拖动,使工件粘到固定模具上。
3.材料:
(1)再生材料含量过高,导致零件强度太低。
(2)湿度太大,导致一些塑料与水蒸气发生反应,降低强度并导致开裂。
(3)材料本身不适合正在加工的环境或质量,污染会导致开裂。
4.机器方面:
注塑机的塑化能力应该是合适的。如果塑化太小,它将不会完全混合并变脆。当它太大时,它会降解。
以上就是苏州科捷模具小编整理的昆山注塑加工注塑制品开裂的原因分析的内容。